منظور از آبکاری مس، قرار گرفتن لایه ای از فلز مس بر روی سطح اجسام دیگر است. فلز مس به دلیل نرمی، رسانایی الکتریکی عالی و جذب تنش های گرمایی در صنایع مختلف عموما به عنوان لایه زیرین قرار می گیرد. همچنین به دلیل رنگ منحصر به فردی که دارد، برای کاربردهای تزئینی استفاده می شود.
در این حالت لایه مس به عنوان لایه آخر بر روی فلز پایه قرار خواهد گرفت. این فلز در حضور اکسیژن اکسید شده و رنگ آن تغییر خواهد کرد، پس حتما لازم است در مواردی که مس در معرض اکسیژن قرار دارد، از پوششهای مناسب جهت جلوگیری از تماس مستقیم مس و اکسیژن و همچنین خوردگی استفاده شود.
برای انجام آبکاری Cu دو روش الکترولیتی و غیرالکترولیتی وجود دارد. برای انجام این کار می توان از محلول های اسیدی و بازی استفاده کرد. آبکاری مس روی آهن و آلومنیوم از جمله فرآیندهای معمول هستند.
حمام های قلیایی
این نوع آبکاری به حالتی اطلاق می شود که در آن از محلولی قلیایی به عنوان الکترولیت استفاده شود. محلول های قلیایی سیانیدی، غیر سیانیدی و پیروفسفات ها از جمله مواد مورد استفاده اند.
از لحاظ قابلیت تشکیل لایه نازک و توزیع مناسب محلول های سیانیدی بسیار کارآمد هستند، اما به دلیل خطرات فراوان کار با سیانید و همچنین حجم زیاد مواد دورریز، این محلول با محلول های غیر سیانیدی در حال جایگزینی است.
حمام های سیانیدی رقیق
این حمام ها برای ایجاد لایه با ضخامت کم در حدود 1-3 µm مورد استفاده قرار می گیرند. این حمام ها قابلیت پاک کردن سطح را نیز دارند که به عنوان یک مزیت محسوب می شود. به فرآیندی که با این حمام ها صورت می گیرد آبکاری مس سیانوری نیز گفته می شود.
حمام های سیانید سدیم و پتاسیم راندمان – بالا
این محلول ها برای ایجاد سطوحی با ضخامت µm 8-50 مورد استقاده قرار می گیرند سرعت نشستن copper در این مورد 4-5 برابر حمام های رقیق است. لازم است که قبل از انجام این عملیات حتما لایه ای از مس با ضخامت 1-3 µm توسط حمام رقیق بر روی فلز قرار گرفته باشد.
حمام های سیانیدی
| راندمان بالا | سیانید راشل |
| سیانید پتاسیم | سیانید سدیم | غلظت بالا | غلظت پایین (a) | استاندارد
(بشکه ای) |
سیانیدی رقیق | اجزا یا شرایط
ترکیب حمام g/L |
| 80 | 80 | 60 | 26 | 45 | 22 | سیانید مس |
| 105 | 105 | 80 | 35 | 68 | 33 | سیانید سدیم |
| – | – | 30 | 30 | – | 15 | کربنات سدیم |
| – | 30 | مقداری که pHتنظیم شود | مقداری که pHتنظیم شود | – | مقداری که pHتنظیم شود | هیدروکسید سدیم |
| – | – | 90 | 45 | 45-75 | 15 | نمک راشل |
| 35 | – | – | – | 8-15 | – | هیدروکسید پتاسیم |
| اجزا یا شرایط
آنالیز حمام g/L |
||||||
| 56 | 56 | 43 | 18 | 32 | 16 | مس |
| 18 | 18 | 15 | 7 | 27 | 9 | سیانید آزاد |
| اجزا یا شرایط
شرایط عملیات |
||||||
| 60-75 | 60-75 | 60-75 | 55-70 | 55-70 | 30-50 | دما |
| 2.0-6.0 | 2.0-6.0 | 2.0-5.0 | 1.0-1.4 | – | 1.0-1.5 | دانسیته جریان
کاتدی A/dm2 |
| 70-100 | 70-100 | 60-90 | 40-60 | – | 30-50 | راندمان کاتدی% |
| 6 | 6 | 6 | 6 | 6 | 6 | ولتاژV |
| >13 | >13 | 6px; font-family: tahoma, arial, helvetica, sans-serif;”>13 | 12-12.6 | – | 12-12.6 | pH |
| Cu | Cu | Cu | Cu | Cu | مس-فولاد | آند ها |
حمام های قلیایی غیر سیانیدی
با توجه به اثرات مخرب و بسیار مضری که سیانید برای انسان و محیط زیست ایجاد می کند، حمام های قلیایی غیر سیانیدی به عنوان جایگزین معرفی شده اند. در مواردی که پوشش مس به عنوان محافظ بکار می رود، استفاده از این حمام ها نتایج مشابه و یا حتی بهتری از حمام های سیانیدی داشته است. اسیدهای کربوکسیلیک، آمین ها و فسفات ها به این منظور مورد استفاده قرار می گیرند.
حمام های پیروفسفات Cu (غیر قلیایی) نیز برای پوشش دهی پلاستیک، قطعات مدار چاپی و… کاربرد دارد.
حمام غیر سیانیدی قلیایی
|
مقدار |
اجزا یا شرایط |
| 6-13.5 | دامنه غلظتی فلز Cu (حاصل از تجطیه ی سولفات مس) |
| 9-10.5 | pH به وسیله ی الکترومتر تعیین می شود |
| 38-65 | دما (درجه ی سانتی گراد) |
| 0.3-0.5 | دانسیته ی جریان کاتدی A/dm2 |
| 2-12 | ولتاژ وان |
| 1.5:1 | نسبت آند به کاتد |
| EPT 110یا OFHC | نوع آند مسی |
حمام های پیروفسفات
| آبکاری اصلی
به عنوان نمونه |
پیش آبکاری | اجزا یا شرایط |
| دامنه غلظتی g/L | ||
| 19-30 | 9-11 | فلز مس |
| 235-405 | 112-205 | پیروفسفات پتاسیم |
| 52-84 | 25-30 | پیروفسفات Cu |
| 3.75-11.0 | 0.5-1 | هیدرواکسید آلومینیوم |
| 3.0-12.0 | 1.5-3.0 | نیترات پتاسیم |
| 7-7.5:1 | 1:(7.0-8.0) | نسبت وزنی پیروفسفات به Cu |
| شرایط عملیاتی | ||
| 43-60 | 22-30 | دما (درجه ی سانتی گراد) |
| 1.0-7.0 | 1.0-3.0 | دانسیته ی جریان A/dm2 |
| 25-100% | – | راندمان کاتدی |
| 2-6 | 2-5 | ولتاژ وان V |
| 8.0-8.7 | 8.0-8.5 | pH الکترومتری |
| 2:1 | 2:1 | نسبت آند به کاتد |
| Cu | Cu | آند |
حمام اسیدی
این نوع plating در حضور الکترولیتی با قدرت اسیدی بالا انجام می گیرد. در شکل دهی الکتریکی و پوشش های تزئینی به وفور استفاده می شود. این روش در مقیاس های میکرو بسیار مفید است و برای پر کردن شیارها و بدست آوردن سطحی صاف بسیار مناسب است. این روش برای پوشش دهی موادی که در محیط هایی با قدرت اسیدی بالا دچار خوردگی خواهند شد، نباید استفاده گردد. سولفات مس و فلوبرات مس از جمله الکترولیت های اسیدی هستند.
| حمام فلوبورات | حمام سولفات مس |
| پر مس | کم مس | مدارات چاپی | عمومی | اجزا و شرایط |
| ترکیب حمام g/L | ||||
| – | – | 60-110 | 200-240 | CuSo4 |
| – | – | 180-260 | 45-75 | اسید سولفوریک |
| 450 | 225 | – | – | فلوبورات مس |
| 40 | مقداری که pH تنظیم شود | – | – | اسید فلوبوریک |
| آنالیز حمام | ||||
| 16 | 8 | 15-28 | 50-60 | مس |
| – | – | 180-260 | 45-75 | اسید سولفوریک |
| 1.35-1.37 | 1.17-1.18 | – | – | وزن مخصوص در 25 درجه ی سانتی گراد |
| شرایط عملیات | ||||
| 20-70 | 20-70 | 20-40 | 20-50 | دما |
| 12-35 | 7-13 | 0.1-6 | 2.0-10 | دانسیته ی جریان |
| 95-100 | 95-100 | 95-100 | 95-100 | راندمان کاتدی |
| 6-12 | 6 | 6 | 6 | ولتاژ V |
| <0.6 | 0.8-1.7 | – | – | pH |
| copper | copper | copper | copper | آند ها |
آماده سازی سطح برای آبکاری مس
جهت انجام صحیح و بهینه آبکاری، سطحی که قرار است لایه مسی بر روی آن قرار بگیرد باید تمیز باشد. وجود گریس، چربی و رسوبات مختلف می تواند باعث بوجود آمدن مشکلاتی در کیفیت آبکاری شود.
برای آماده سازی سطح فرآیندهای تمیزکاری، آبکشی و فعال سازی باید انجام شود. فرآیندهای متداول تمیزکاری عبارتند از: تمیزکاری در الکترولیت قلیایی، زنگ زدایی قلیایی، چربی گیری توسط بخار و تمیزکاری حلالی.
آبکشی خوب بین مراحل آماده سازی اهمیت زیادی دارد. زمان، درجه حرارت و ملاحظات غلظتی باید مورد توجه باشد. غالبا برای آبکشی مناسب زمان را کوتاه، درجه حرارت غوطه وری را پایین و جریان آب را خیلی کم انتخاب می کنند.
فعال سازی معمولا با استفاده از اسید انجام می گیرد تا تمام عوامل آلی و غیر آلی، لایه های اکسیدی و… از سطح قطعات زدوده شوند. اسید استفاده شده به نوع مواد تحت عملیات بستگی دارد. در فرآیندهای پیش از plating معمولا از اسید هیدروکلریک و اسید سولفوریک استفاده می شود.

عملیات و کنترل پساب
مقرراتی که روز به روز در مورد کنترل آب سرریز مقرر می شود باعث شده که تکنیک هایی برای کاهش مقدار پساب توسعه پیدا کند. این روش ها علاوه بر کاهش مقدار پساب، مقدار مواد شیمیایی و آب مصرف را نیز کاهش می دهند.
اگر بین مراحل آبکاری آبکشی قطعات حتما انجام گیرد در این صورت روش آبکشی جریان مخالف می تواند میزان آب مصرفی و پساب را کاهش دهد.
در تمام فرآیندهای plating پساب باید تحت عملیات قرار گرفته و مواد خطرناک احیا شوند. روش های معمول برای انجام این کار به شرح زیر هستند:
- در محلول های حاوی سانید ابتدا سیانید توسط عامل اکسید کننده نظیر کلرین یا هیپوکلریت اکسید شده و بعد فلزات سنگین رسوب داده می شوند.
- pH محلول های غیر سیانیدی تنطیم شده و برای رسوب مس، کلرید کلسیم به آن اضافه می شود.
- پساب پیرو فسفات ابتدا در pH پایین به ارتوفسفات هیدرولیز شده و بعد فلزات سنگین رسوب داده می شوند.
- در پساب سولفات اسیدی و فلوبرات برای رسوب مس، pH آن را تنظیم می کنند.
تجهیزات مورد نیاز آبکاری مس
تجهیزات مورد استفاده برای آبکاری شامل وان، بشکه، آند و کیسه آند هستند. این تجهیزات باید بر اساس هدف آبکاری و نوع حمام مورد استفاده انتخاب شوند، در مراجع نحوه دقیق انتخاب مواد تشریح شده اند.
مشخصات آبکاری مس
تغییرات فرآیندی در طول آماده سازی سطح یا plating، اثرات قابل توجهی روی کیفیت پوشش الکتریکی مس دارد. بعضی تغییرات روی چسبندگی مس به فلز پایه و بعضی تغییرات دیگر روی شفافیت خلل و فرج، تاول زدن، خشنی، سختی و قابلیت لحیم کاری و مسطح یا همتراز بودن پوشش اثر می گذارند.
شفافیت
پوشش شفاف معمولا از طریق اضافه کردن شفاف کننده به الکترولیت به دست می آید. ولی جلادهی مکانیکی درخشندگی بالایی را در رسوب الکتریکی ایجاد می کند. روش دیگر برای شفاف کردن پوشش روش آبکاری است. برای مثال در حمام های سیانیدی غلیظ متد جریان پریدیک معکوس یا قطع و وصل جریان شفافیت پوشش را افزایش می دهد.
چسبندگی
برای اینکه پوشش مسی به فلز پایه خوب بچسبد، آماده سازی و کیفیت سطح فلز پایه اهمیت زیادی دارد. سطوح متخلخل و ریخته در مقایسه با سطوح کار شده کمتر مورد توجه اند. نوع موادی که مس روی آنها رسوب می کند نیز روی کیفیت پوشش اثر گذار است. پیش آبکاری در حمام سیانیدی قبل از plating اصلی در حمام های اسیدی چسبندگی مطمئنی ایجاد می کند.
خلل و فرج
اندازه خلل و فرج پوشش مسی به نوع حمام plating، ترکیب و کنترل الکترولیت، نوع مواد پایه و کیفیت سطحی مواد بستگی دارد. میزان خلل و فرج سطحی مواد پایه مشخص می کند که برای حداقل کردن خلل و فرج پوشش از چه روشی استفاده کرد. سطوح متخلخل سطح ویژه بالایی دارند و برای آبکاری موثر به دانسیته جریان بالاتری نیاز است.
تاول زدن
در قطعات ریخته گری تحت فشار آلیاژهای روی وقتی پوشش در معرض حرارت قرار می گیرد تاول میزند. کنترل pH حمام آبکاری در کاهش میزان تاول زدن موثر است.
قابلیت لحیم کاری
اگر پوششی مسی عاری از اکسید بوده و ضخامت آن کافی باشد و همین طور چسبندگی آن به فلز پایه خوب باشد، لحیم کاری آن نیز خوب خواهد بود.
سختی و هم سطحی نیز از دیگر مواردی هستند که برای سنجش میزان کیفیت آبکاری باید مورد بررسی قرار بگیرند.
Cu در سیستم های چند لایه
در سیستم های چند لایه پوشش الکتریکی، Cu به طور وسیعی به عنوان پایه ای برای پوشش های بعدی انجام می گیرد. به عنوان مثال در آبکاری تزئینی کروم از مس به عنوان پایه استفاده می شود.
هزینه آبکاری مس
هزینه آبکاری Cu تا حد زیادی به نوع تاسیسات و تجهیزات بستگی دارد. در کارگاه های مدرن بیشترین هزینه به احتمال زیاد مربوط به شفاف کننده ها و عوامل تر کننده است. در عملیات مخزنی نیروی کار بیشترین هزینه را دارد.
شرح فرایند آبکاری مس
- در ابتدا سطح فلز مسی را شست و شو می دهیم و خشک می نماییم تا آلودگی ای بر روی سطح آن باقی نماند. برای توضیحات بیشتر به قسمت آماده سازی سطح مراجعه نمایید.
- حمام لازم و انتخابی برای آبکاری را آماده سازی می نماییم.
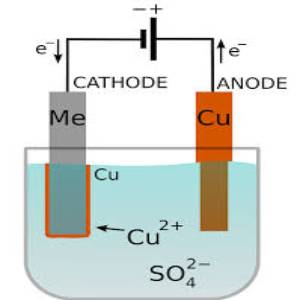
- سیم مثبت متصل به منبع تغذیه را با کمک یک سوسماری به الکترود مس متصل می کنیم (آند) سپس سیم منفی منبع تغذیه را با کمک سوسماری ای دیگر به جسم مورد نظر برای آبکاری متصل می نماییم (کاتد).
- کاتد و آند را درون حمام قرار می دهیم و ولتاژ لازم را با کمک منبع تغذیه اعمال می نماییم. در حین واکنش مطمئن شوید که آند و کاتد از هم فاصله داشته باشند و به یکدیگر برخورد نکنند.
- در اثر سپری شدن زمان و اعمال ولتاژ شاهد جداسازی یون های مس از سطح فلزی وانتقالشان با کمک محلول الکترولیتی ساخته شده و نشستن آن ها بر روی سطح مورد نظر برای آبکاری خواهیم بود
چه اتفاقی می افتد
حمام ساخته شده یک الکترولیت است که می تواند یون مورد نظر را از یک الکترود به الکترود دیگر انتقال دهد.
وقتی جریان اعمال می شود اکسیداسیون اتفاق می افتد و فرایند از دست دادن یون در آند رخ می دهد و یون های مس به وجود آمده به محلول انتقال می یابند. این یون ها با جریان الکتریکی به سمت کاتد حرکت می کنند. جایی که کاهش یا افزایش یون ها اتفاق می افتد و یون های مس بر روی جسم مورد نظر می نشینند.